
Nonconducting film (NCF) is an emerging underfill adhesive technology used to assemble electronic components in the microelectronics industry. Optimizing the NCF material and process can be difficult, as they must achieve a fast bonding time, high degree of cure, and correct underfill fillet shape. Achieving a successful bond depends on the interaction between the material’s chemorheology and the bonding process parameters. To understand these interactions, Veryst Engineering simulated the flow and cure on an NCF during the thermocompression bonding process.
Adhesives: Holding Electronic Components Together
Adhesives ensure that electronic components stay bonded — a vital facet of the microelectronics industry. In flip chip packages, an underfill adhesive is used to bond the die to the substrate and protect the fragile solder connections. Standard industry practice is to first bond the die to the substrate and then dispense the underfill adhesive material at the die edge, having it wick between the die and substrate to fill the gap. This practice is known as capillary underfill.
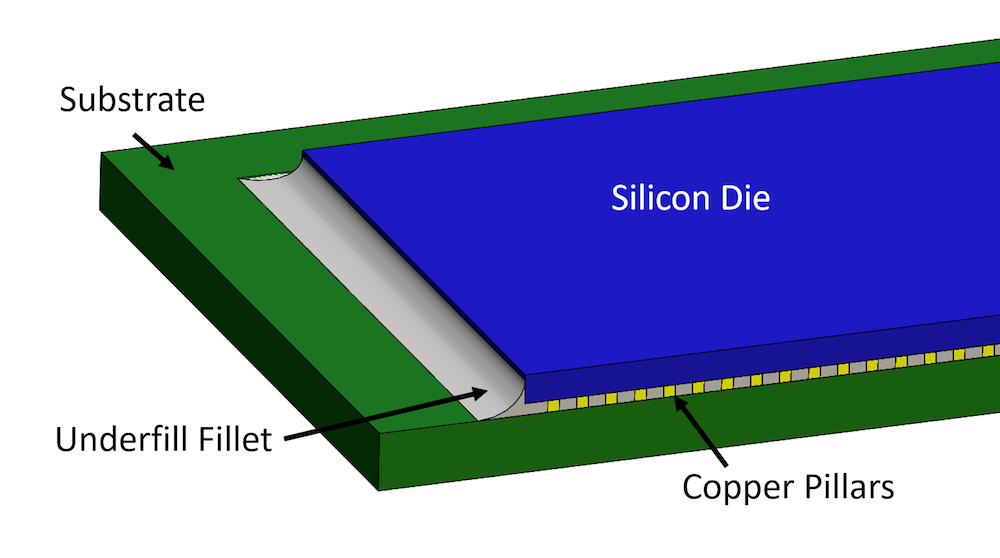
Flip chip package. Image courtesy Veryst Engineering.
A point of focus in flip chip assembly, as with any manufacturing process, is lowering costs and increasing the rate of production. A potential technology that can help speed up flip chip assembly, as compared with capillary underfill, is nonconducting film. In this assembly approach, the underfill adhesive is applied to wafers before die preparation and thermocompression bonding. However, there are two main opposing challenges when using NCF:
- Creating a concave underfill fillet, since other shapes can impact the reliability of an electronic device (as will be shown below)
- Achieving a high degree of cure during the bonding process
Balancing these two requirements is difficult, as the bonding process only lasts a few seconds (with heating/cooling rates in the 100°C-per-second range) and the NCF materials exhibit complex chemorheology.
To study this and other aspects that influence underfill adhesives, Veryst Engineering, a COMSOL Certified Consultant, modeled an NCF during the thermocompression bonding process.
What Is Chemorheology?
Chemorheology is the study of how the matter in a reacting system deforms and flows. There are two different yet interconnected aspects of chemorheology. The deformation and flow of matter is particularly important near the beginning of the curing process, as it’s affected by factors like heating rates and pressure. Integrally tied to these changes is the chemistry taking place, including the rate of reaction, mechanisms, kinetics, and ending of the chemical reactions. The viscosity and, to a smaller degree, density of the matter may change during the curing process. Thus, the chemorheology of a material has a strong impact on the time it takes to complete the bonding process.
Modeling the Thermocompression Bonding of an NCF in COMSOL Multiphysics®
To simulate an NCF undergoing thermocompression bonding, Veryst created a multiphysics model that involves:
- Multiphase flow
- Heat transfer
- Surface wetting
In the thermocompression process, there are two important variables: temperature and the compression profiles, which the bonding tool applies to both the die and substrate. In the COMSOL Multiphysics® software, the Heat Transfer in Solids interface is used to track heating and cooling in the model. In addition, a Two-Phase Flow, Moving Mesh interface accounts for the compression of the die into the substrate and tracks the boundary of the underfill and air.
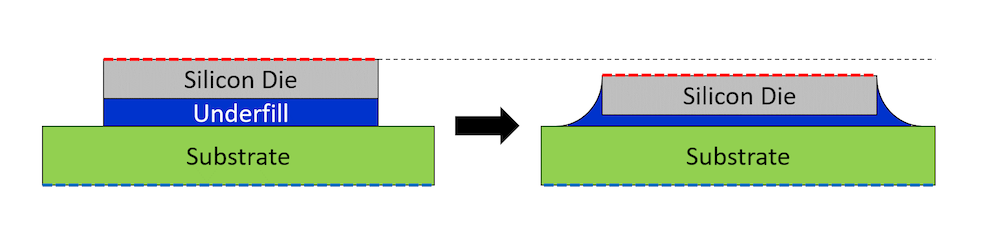
The compression of the flip chip package. Image courtesy Veryst Engineering.
The formation of the underfill fillet is simulated with a chemorheology model created using the Domain ODEs interface. This enabled Veryst to analyze the progression of the underfill adhesive cure as well as account for how the cure and temperature influence viscosity.
Comparing Two Material and Process Combinations
Let’s examine the simulation results for two different material and process combinations used in the thermocompression bonding simulation. In the first combination, shown below on the left, the shape of the underfill fillet is convex. This material and process combination is not preferable, as it can negatively affect the reliability of the electronic device. The convex shape leads to stress concentration at the edges of the underfill. As for the second material and process combination, shown below on the right, the underfill fillet is concave — a more desired shape for this type of assembly, since edge stresses are better distributed.
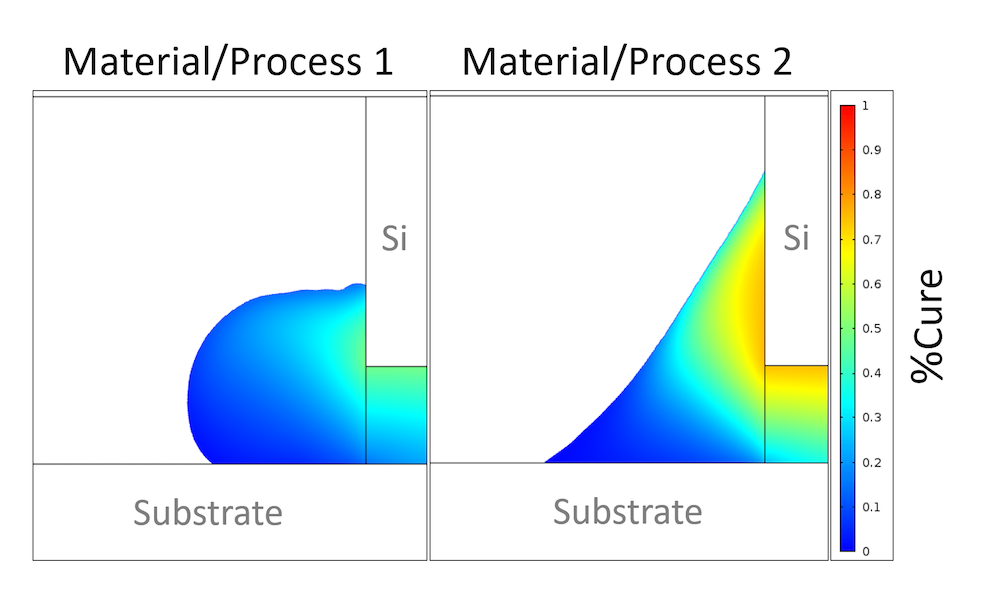
The fillet shape and degree of cure for two material/process combinations. Image courtesy Veryst Engineering.
Apart from the fillet shape, the degree of cure at the end of the process is also of concern. Achieving a higher degree of cure during the bonding process means less postcuring is needed to complete the cure.
The figure below illustrates the evolution of the flow and cure of the NCF material during a 3-second bonding process. The COMSOL Multiphysics model provides guidance on what cure rates to target to achieve the optimal cure profile for a given bonding process. The chemistry of the material can then be tailored to achieve the optimal cure profile.
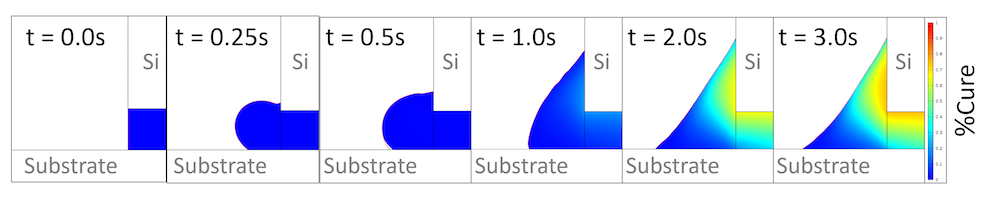
The degree of cure over three seconds for the preferred material/process combination. Image courtesy Veryst Engineering.
Veryst’s simulations show that engineers have the ability to simulate fillet shape and degree of cure for different material/process combinations in the thermocompression bonding process. With this capability, we can optimize NCFs for microelectronic assembly processes, improving the throughput and cost of manufacturing electronic components.
Further Resources
- Learn more about Veryst Engineering on their website
- See other ways that Veryst uses simulation:


Comments (0)